 客服热线:
客服热线:

































 进入商铺
进入商铺 点击收藏
点击收藏



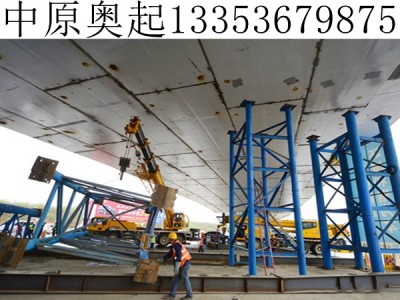
湖北天门钢结构中的箱型柱制作方法工序
湖北天门钢箱梁厂家(河南省中原奥起实业有限公司联系电话:13353679875)
湖北天门钢箱梁厂家钢结构中的箱型柱制作方法工序
1,数控切2113割机下料(个别需要5261对接)
2,打坡口(火焰切割或4102者刨边机)
3,对成型
4,埋弧焊焊接加1653(个别有牛腿和有工艺要求的要电渣焊)(如焊接后有变形需要预校正)
5,铆接小件,并打钢印号
6,焊工焊接
7,矫正变形
8,抛丸机除锈
9,喷漆(标一米标高线和中轴线)
按钢板总长度乘于bai厚度再乘于du密度7.85。制作采用无余量工艺,zhi即构件在长度方向上只加放焊接dao收缩补偿值和机加工余量,不再加放装配余量,各部分余量在各道工序中逐步收缩掉。
四道角焊缝收缩补偿值沿长度方向每米长加0.5mm。盖腹板如有对接拼板缝,则每道焊缝加4mm拼板收缩余量。箱型柱上端加放10mm机加工余量,下端加放15~20mm切割余量。
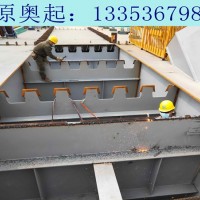
箱型柱的结构特点,箱型柱由4块板(即2块盖板和2块腹板)组成,4道角焊缝按强度需要分段设计成全焊透坡口(CP)与局部焊透坡口(PP)两种形式。
箱型柱内设有横隔板,主要横隔板与腹板采用熔化嘴电渣焊进行焊接,普通横隔板与盖腹板间三面焊接。箱型柱外侧在各标高处设有与主梁、次梁、垂直支撑连接的牛腿和眼板,柱与柱之间的连接采用焊接和顶紧相结合的形式。所有零部件的钢材均采用Q345B。
河南省中原奥起实业有限公司网址:https://zyaoqi.jqw.com






