 客服热线:
客服热线:

































 进入商铺
进入商铺 点击收藏
点击收藏




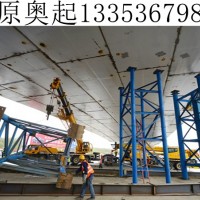
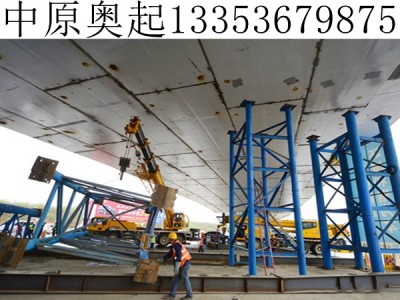
云南昆明钢箱梁(河南省中原奥起实业集团有限公司联系电话:13353679875)是一家集研发、设计制造、销售、出租、安装、调试为一体的多元化、现代化的大型企业。主营设备:桥式、门式起重机,提梁机,移动模架,架桥机,路桥用模板,现浇挂篮,造船门式起重机,港口起重机,冶金起重机,悬臂吊,防爆系列起重机等十几个系列几十个品种,产品销往国内各地。
云南昆明钢箱梁板材单元应按照“预处理”的次序制造→ 冲裁加工→ U形肋组件→ 反向变形焊接→ 板拼装和焊接→ 要害流程如下:
1) 钢板预处理。下料前,用滚压机滚压消除残余内应力,然后在预处理线上进行喷丸除锈,并喷涂车间底漆。除锈等级为GB8923、88规范中规则的Sa2.5级,并涂一层无机硅酸锌车间底漆(厚度不小于25μm)
2) 零件下料。冲裁方法依据零件的具体形状和尺寸确认。关于较长的矩形板,多喷嘴龙门切开机用于精细切开和下料。关于挡板等形状杂乱的板材,选用CAM系统的CNC刀具进行精切下料;薄的部件选用等离子切开;钢板对接坡口选用火焰精细切开、刨边机或铣边机加工;过渡斜坡由斜面铣床加工。
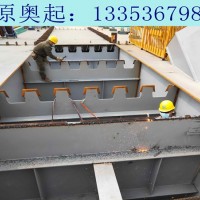
3) U形肋加工工艺。该桥有两个截面尺寸不同的U形肋,板厚为8 mm/6 mm。U形肋由等离子切开机切开和切开,两个长边和凹槽由双面铣床加工,然后在电液联动数控折弯设备上曲折成型。
4) U形肋装置技术。U形肋条通过液压压制装置并定位在顶板或地板上,选用轨道移动头规划。装置动作快,压力可调,可习惯不同的板材厚度。效率高、无损伤等优点。它可以更好地操控U形肋的装置和与面板的装置空隙。
5) 防变形焊接技术。关于板单元的U形肋焊缝,规划要求焊缝熔透的厚度不小于8mm,一起确保焊缝不漏焊。选用CO2气体保护主动焊接工艺。制作专用的防变形胎架,依据不同的板单元宽度和厚度水平设置不同的防变形量,并用导螺杆按压两边,实现船位的无马焊接。焊接时,先向一侧倾斜一定视点。焊接U形肋同一侧的焊缝后,以相同的视点将板单元向相反方向倾斜。焊接另一侧的焊缝时,坚持焊接方向一致。依据焊接过程中U形肋的数量和横向曲折的趋势,合理安排焊接次序,以削减变形和横向曲折变形。
云南昆明钢箱梁生产的设备广泛应用在模具、机械制造、矿山、冶金、仓储、码头、石化、电力、水利、铁路、港口、物流、造纸、汽车制造、航空航天、现代化、工厂流水线等及其他特殊用途。公司不仅追求产品品质,同时注重提高每一位员工能力。优良的研发团队与销售团队使我们能随时给予客户各方面的技术咨询,及时处理客户的各种疑问。举重若轻、谈泊宁静!我们真诚的欢迎国内外客户选择销售厂家生产的起重设备,成为我们长期的合作伙伴!
河南省中原奥起集团有限公司网址:https://zyaoqi.jqw.com






